In the truss manipulator processing and manufacturing industry, there are active production lines such as casting, casting, stamping, heat treatment, welding, cutting and mechanical installation, as well as comprehensive active production lines including processes of different nature, such as blank production, processing, installation, inspection and packaging.
In many industrial production fields such as cars, tractors, internal combustion engines and compressors, the active production line of modular machine tools is still the key equipment for mass mechanical product completion, high-quality and economical production and processing, and also the primary processing equipment that cannot be replaced. Now we will illustrate the development of the domestic active production line of machining according to the production line of modular machine tools.
The beat time is further shortened
In the early stage, if the production line needs to complete a short beat, it is often necessary to select a parallel double station or set a double line method. At present, it is mainly achieved by shortening the basic time and assisting time. The first way to shorten the fundamental time is to select new tool materials and new tools to shorten the fundamental time by improving the cutting speed and feed speed. To shorten the auxiliary time, it is important to shorten the time spent in workpiece transportation, rapid introduction of processing modules, and conversion of processing modules from fast forward to work advance until the tool cuts into the workpiece. At present, the high-speed transport equipment of traveling fixture commonly includes the transport equipment controlled by electro-hydraulic proportional valve or cycloidal drive.

Rapid progress in flexibility
The appearance of CNC modular machine tools not only changed the control system of modular machine tools composed of relay circuits in the past, but also made the mechanical structure of modular machine tools and even the specifications of general components undergo or are undergoing tremendous changes. In the traditional sense, the rigid active production line and production line of modular machine tools also have some flexibility. The flexible modular machine tool and flexible active production line composed of NC machining modules can be used and modified to complete active tool change, active replacement of multi spindle box, and change of machining stroke, operation cycle, cutting parameters and machining orientation to adapt to the machining of variant types. The single coordinate machining module is composed of CNC sliding table and spindle components (or multiple axle boxes, including replaceable multiple axle boxes). The dual coordinate machining module is composed of CNC cross slide and spindle components, such as CNC dual coordinate milling module.
Multi axis machining module is another important module, which is mainly used to process flexible modular machine tools and flexible active production lines for box and disk workpieces. These modules have many different structures, but they can be basically divided into active box changing multi axis machining module, turret multi axis machining module and reverse table multi axis machining module. The active box changing module can be used to process many different kinds of workpieces because it can store more multi axle boxes in a specially set multi axle box warehouse. However, as the number of multi axle boxes allowed to be installed on the turret head and reverse operation platform is limited, the multi axle machining modules of the turret type and reverse operation platform can only complete a limited variety of machining.
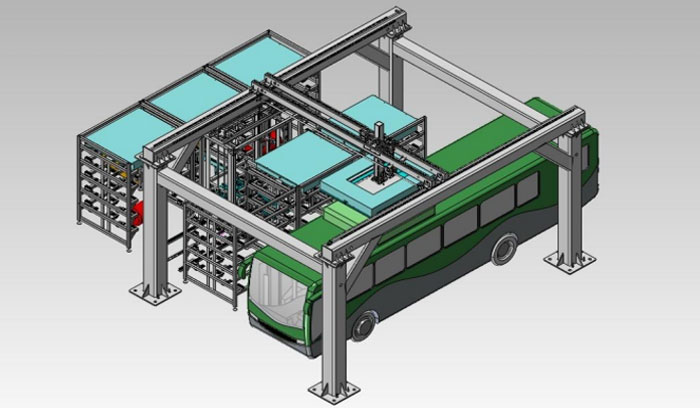
In addition to the above CNC processing modules, the fixture with robot system integration and servo drive is also an important part of flexible modular machine tools and flexible active production lines. Especially in the flexible active production line, truss manipulators have been widely used for the active loading and unloading of workpieces for the rotation or turnover of workpieces. In order to transfer different workpieces, a gripper library can be set beside the active production line to complete the active replacement of grippers. The fixture is equipped with servo drive equipment to adapt to the active clamping of different workpieces in the work-piece family.

No. 3, Guangda Road, Zhitang Industrial Park, Changshu City